English
English Español
Español Français
Français

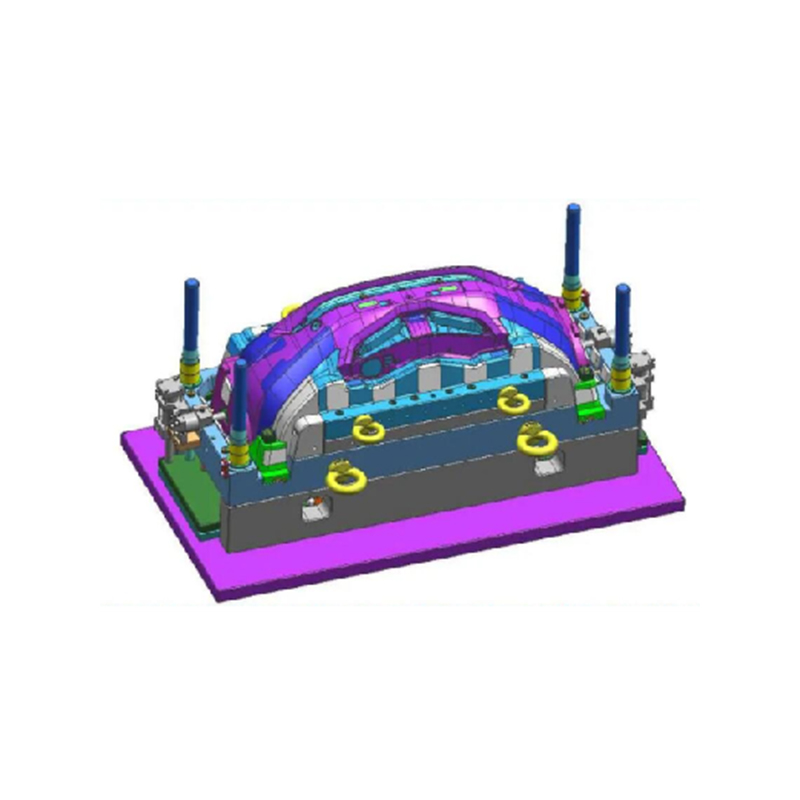

| Название формы: | Горячеканальная пресс-форма для бампера |
| Материал: | >ПП ЭПДМ< |
| Сталь полости пресс-формы: | АССАБ 718H |
| Сталь сердечника пресс-формы: | Евро P20 |
| Твердость стали: | От 28 до 33 HRc |
| Сталь для полости &. Основной: | S45c |
| Система впрыска: | Юдо Горячий бегун, 4 затвора |
| Эжекторная система: | выталкивающий штифт |
| Время цикла: | 70~75 с |
| Срок службы пресс-формы: | 1.000.000 раз |
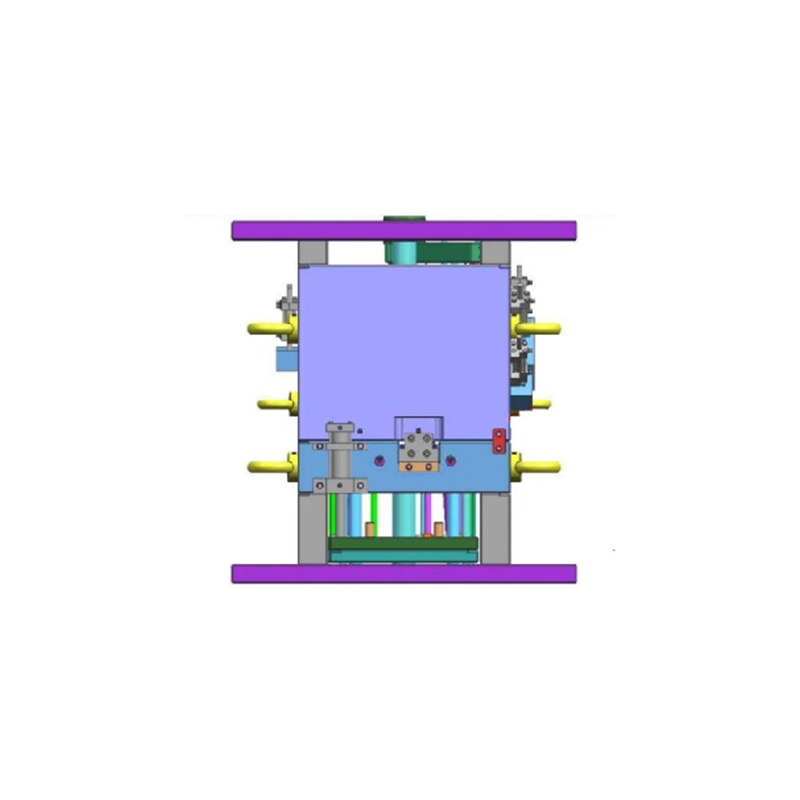
| Предполагаемый размер пресс-формы: | 2500*1250*1400мм |
| Вес формы: | 17,6 т |
| Размер машины для инъекций: | 1800 т |
| Время завершения пресс-формы: | 110~120 ДНЕЙ |
| Тип разъема линии охлаждения: | Быстроразъемное соединение DME NS350 SERIES, соединенное с основным водяным коллектором с помощью соединительного соединителя FST100 MS, отличная конструкция системы охлаждения. |
| Упаковка: | Антикоррозионное масло, пластиковая пленка и. Прочный деревянный ящик или поддон. |
| Расположение: | Тайчжоу, Китай |
| Вид бизнеса: | Производитель. |
| Минимальный заказ: | 1 комплект. |
| Торговые термины: | Брелок &. СИФ |
| Условия оплаты:
| ТТ &. аккредитив. |
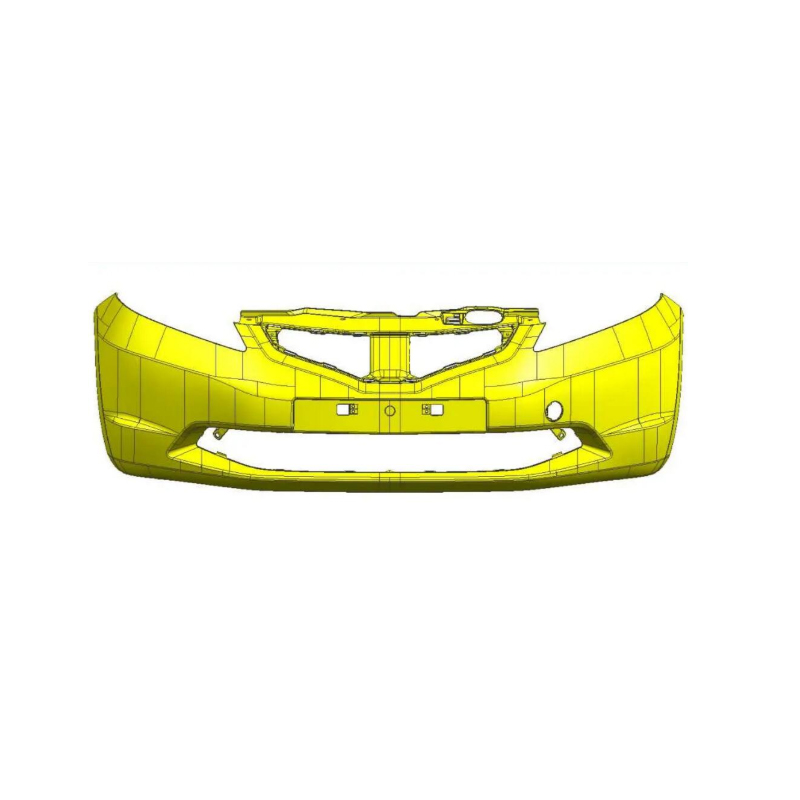
Материал для бамперов
К материалам бампера обычно предъявляются следующие требования: хорошая ударопрочность и хорошая атмосферостойкость. Хорошая адгезия краски, хорошая текучесть, хорошая технологичность и низкая цена. Полипропилен представляет собой пластик общего назначения с отличными характеристиками, но сам полипропилен имеет плохие характеристики при низких температурах и ударопрочность, не устойчив к истиранию, легко стареет и имеет плохую стабильность размеров. Поэтому для изготовления автомобильных бамперов обычно используют модифицированный ПП. материал. В настоящее время в специальных материалах для полипропиленовых автомобильных бамперов обычно используется полипропилен в качестве основного материала, а также смешивается и обрабатывается определенная доля резины или эластомера, неорганических наполнителей, маточных смесей, добавок и других материалов.

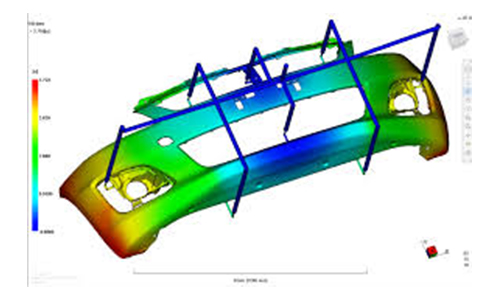
Анализ течения плесени
Анализ потока включает этапы заполнения и упаковки процесса литья под давлением.
Время заполнения: профили скорости и размер впрыска (зависит от машины)
Время заморозки: время, чтобы заморозить направляющую, литник и деталь. Время уплотнения и давление: профили фаз уплотнения (зависит от машины). Требования к вентиляции. Расположение линий сварки. Объемная усадка: значения усадки для деталей различной геометрии. Переключение V/P по давлению впрыска: уровни давления во время наполнения и упаковки. Отчеты и результаты могут быть адаптированы к конкретным запросам по поиску и устранению неисправностей деталей.