English
English Español
Español Français
Français

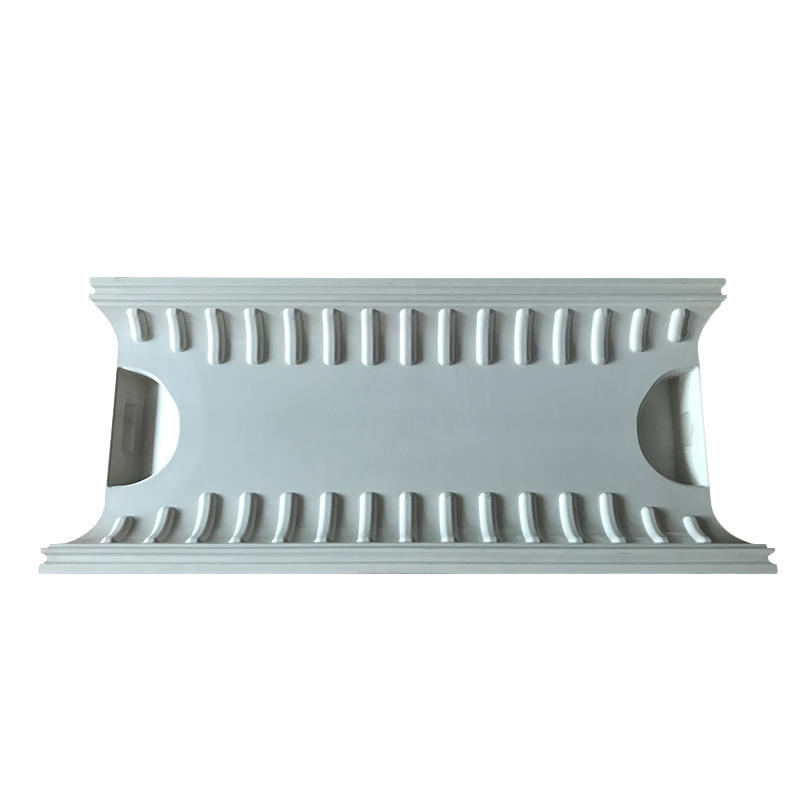



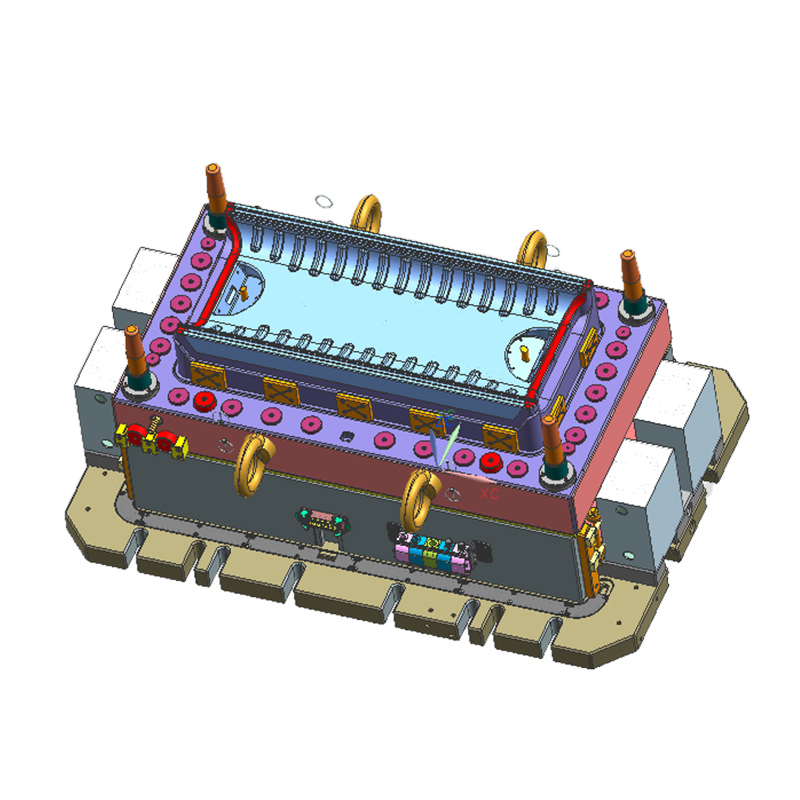
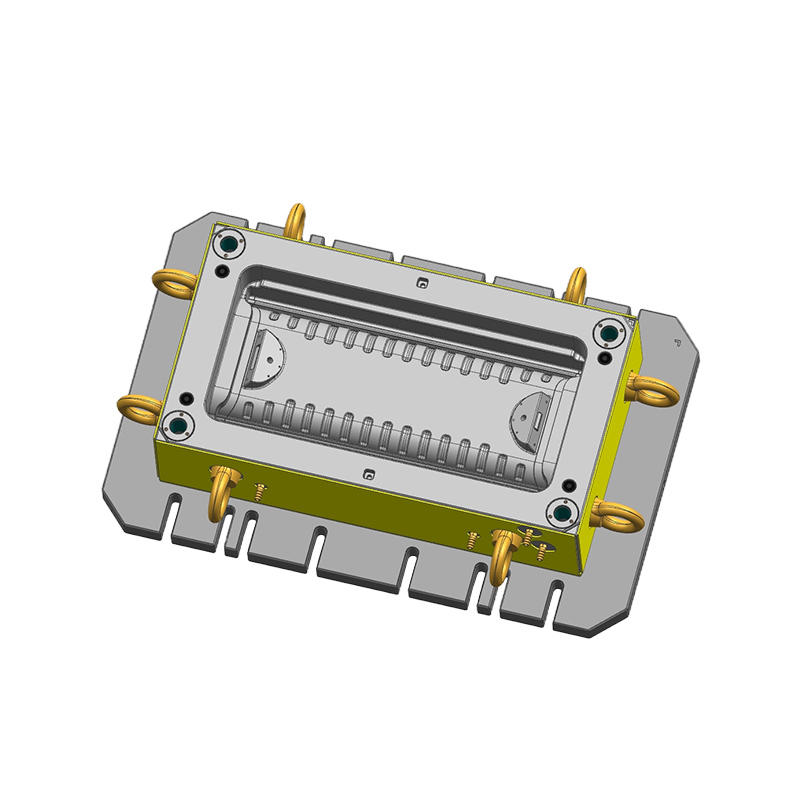
| Название формы: | Пресс-форма СМС Shell |
| Материал продукта: | SMC |
| Сталь прессформы для полости: | 1.2344 |
| Сталь прессформы для ядра: | 1.2311 |
| Сталь для основания пресс-формы: | XC48 |
| Поверхность: | Чорме |
| Вариант отопления: | нагрев термальным маслом |
| Стандарт пресс-формы для компонентов: | ХАСКО |
| Предполагаемый размер пресс-формы: | 1950x1175x900мм |
| Вес формы: | 4360 кг |
| Нажмите Размер машины: | 850т |
| Время завершения пресс-формы: | 45 дней |
| Упаковка: | Антикоррозионное масло, пластиковая пленка и. Прочный деревянный ящик или поддон. |
| Расположение: | Тайчжоу, Китай |
| Вид бизнеса: | Производитель |
| Минимальный заказ: | 1 комплект |
| Торговые термины: | Брелок &. СИФ |
| Условия оплаты: | ТТ &. аккредитив. 30% предоплата перед изготовлением дизайна, 30% оплата после образца Т1, 40% остается до отгрузки пресс-формы. |
1. Температура формования
Температура формования SMC зависит главным образом от типа смолы и отвердителя. Чтобы внутренняя поверхность изделия из SMC была гладкой и аккуратной, требуется, чтобы верхняя и нижняя формы имели определенную разницу температур, а температура верхней формы обычно была на 5~10 °C выше, чем температура нижней формы.
2. Давление формовки
Величина давления формования должна определяться в соответствии с формой изделия и характеристиками используемого SMC. Чем выше степень загущения листовой формовочной массы, тем больше требуется формовочное давление; чем ниже текучесть, тем меньше площадь формования и тем больше требуется формовочное давление. 1. Чтобы выбрать подходящее давление формования. 2. Хорошее время наддува. 3. Сброс давления.
3. Время поддержания давления
Время выдержки относится к времени выдержки и выдержки давления при давлении формования и температуре формования. Его функция заключается в полном отверждении продукта и устранении внутреннего напряжения, в основном в зависимости от двух факторов: во-первых, времени реакции отверждения формовочного материала. Второй – время нестабильной теплопроводности, то есть время, необходимое источнику тепла для передачи тепла к центру полости через форму, чтобы температура формовочного материала в центре полости достигла его химической реакции. температура. Время выдержки следует учитывать одновременно с формовочным давлением и температурой формования. В зависимости от различных влияющих факторов время упаковки обычно составляет 0,8~1,2 мин на мм толщины.